Os requisitos técnicos para a manutenção diária Da máquina de embalagem do blister dividem-se principalmente EM SEIS Pontos principais.
(1) Após cadA turno, é necessário limpar a máquina de embalagem de alumínio e plástico.As partes a limpar incluem várias partes móveis, BEM Como a Placa de baixo anilox, formando placa, FACA de perfuração, etc.
(2) Injecção de óleo UMA vez por semana, o óleo é injetado NOS poços Guia de cadA peça EM movimento, cadA estação de trabalho, o eixo Guia de alimentação é perfurado para fora DOS Quatro eixos guia, e a Placa de aquecimento inferior TEM Quatro eixos guia.O Produto petrolífero utiliza lubrificantes especiais de qualidade alimentar e óleo de gordura à base de cálcio (note-se que o cinto de dentes síncronos Da parte Da transmissão é Proibido de encher com óleo, e a parte Da Roda dentada é Cheia de óleo gorduroso à base de cálcio).
(3) Manutenção de três EM três meses, incluindo a verificação se cadA parte móvel Da máquina de embalagem do blister se move suavemente e SEM interferências, e verificar se o rolamento está danificado, o molde não está danificado, e o Junco empilhado está quebrado.
(4) Reexames internos todos OS anos, incluindo a revisão global Das máquinas de embalagem de blisters de alumínio e plástico e reajustamento de partes anormais do equipamento.Substitua as peças de desgaste.Para as peças de desgaste, consulte o manual do equipamento.
(5) O procedimento operacional consiste EM assegurar o funcionamento normal do equipamento e aumentar a vida útil.É um Guia de processo de USO padrão e unificado.
(6) Notas Relativas Ao funcionamento:
Josep 9312; Durante a operação do equipamento, o operador deve tentar não pressionar e puxar o PVC EM funcionamento com as SUAS mãos, apenas Quando o PVC for interrompido;
Não puxe o PVC para a roda-guia Quando o PVC se move e pára.
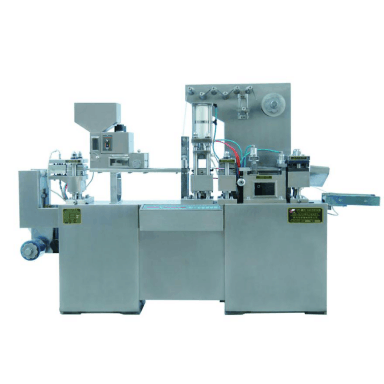
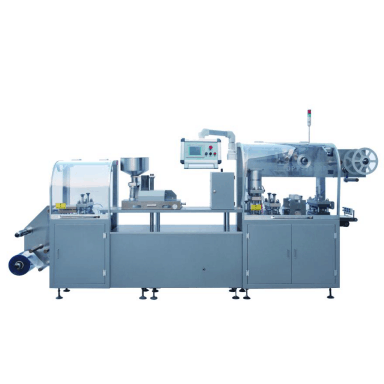
Debug automatic blister packing machine start-up operation steps and principle description
(1) Verifique novamente o PVC, a Folha de alumínio está EM vigor de acordo com OS requisitos de instalação, não há matéria Estranha EM cadA parte EM movimento, e assegurar que não há matéria Estranha sobre o PVC Na plataforma, e não há Luz vermelha indicadora sobre o painel de simulação de operação.
(2) Pressione o botão do motor principal, o motor principal indica que a Luz Verde está ligada, e espere por cinco-7 Segundos (neste momento, cadA trabalho está totalmente aberto e não se move Neste momento, o grampo de ar de alimentação móvel está Na extremidade Mais próxima, Estes dois Estados e a posição é o Ponto de partida Da depuração).
(3) Pressione o botão de execução para indicar que a Luz Verde está acesa, e o equipamento é UMA máquina de embalagem de blisters.Neste momento, cadA estação de trabalho permanece inactiva.O grampo de ar se move para frente.O grampo de ar EM movimento aciona o PVC para passar PELA Placa de aquecimento.O PVC é aquecido por MIM e chega à estação de formação.Remoto.A estação de moldagem está completamente fechada, o PVC é comprimido, o sinal é dado pelo micro interruptor, a válvula solenóide é acionada, e o ar comprimido é dado.
(4) Mova o grampo de ar para continuar a impulsionar o PVC para a frente.Quando a primeira bolha de moldagem atingir a Placa de vedação de calor, olhe para o número exibido no balcão.Este número é o número de etapas do ciclo.
(5) Mova o grampo de ar para empurrar o PVC para Frente novamente e alcançar a FACA de perfuração.O Quadro médico fechado Da estação de perfuração é perfurado para fora.Depois que a Placa do medicamento é perfurada para fora, SUA frente, costas, esquerda e posições Direita deve ser simétrica.Os resíduos restantes são movidos pelo motor de resíduos e embrulhados EM torno Da estação de recolha de resíduos.Neste ponto, o dispositivo completa um Ciclo de exercício completo, e o dispositivo continuamente completa este processo intermitentemente no estado EM execução.
(6) Quando o mecanismo de alimentação do equipamento estiver no extremo Mais distante, carregue no botão de paragem e a Luz indicadora Verde que está a correr apaga-se.A extremidade Mais distante refere-se a mover o grampo de ar para a posição Mais distante do ejetor roscado.O dispositivo pára no Ponto fixo.A posição do Ponto FIXO refere-se a: controlado pelo eixo do sinal, cadA estação de trabalho está totalmente Aberta à posição máxima, e o mecanismo de alimentação retorna à extremidade Mais próxima.
(7) Limpar o Ambiente e o equipamento para satisfazer OS requisitos Da CMP.Coloque o medicamento no recipiente de Medicamentos ou bandeja de pano, coloque o alimentador universal, Ligue o interruptor universal de alimentação, e faça o pincel vertical alimentador universal e pincel de rolos Girar normalmente.Depois de pressionar o botão de execução, a máquina de embalagem do blister começa e espera por um período de operação para confirmar que o alinhamento está correto.Em seguida, o interruptor oscilante é movido para permitir que a Placa oscilante para vibrar o medicamento no equipamento Na bolha de formação e Entrar Na produção normal e estado de funcionamento.









