
A embalagem do Frasco para injectáveis é um pacote de papel/ Papel de plástico pré- formado utilizado para moldar Medicamentos sólidos.O componente principal Da embalagem do blister é a cavidade Ou o SACO de plástico termoformador.Isto é normalmente coberto com cartão ou Folha de alumínio Ou de plástico.
|
Especificação DOS produtos |
|
|
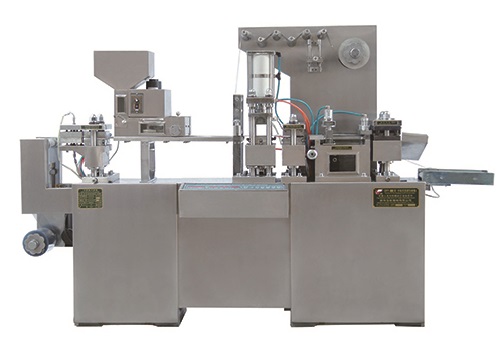
Nome do Produto |
Máquina de embalagem para blisters DPP-140F |
|
Pontapé Frequência |
25-50 vezes/min para alu-pvc |
|
Área de formação máxima |
260*140*20mm |
|
Profundidade Da formação máxima |
20mm (tamanho especial Pode ser personalizado) |
|
Material de embalagem |
PVC/PVDC/PET: 260*0.25 (0.15-0.5)mm PTPAlu-Foil: 260*02-0.03mm |
|
Tamanho Da máquina |
4200* 650*1640mm |
|
Peso Da máquina |
1500Kg. |
A Luz Verde indicador está ligada Quando a Energia é ligada, e também OS dois botões de aquecimento doméstico do TOPO e também menor criação, BEM Como a segurança Quente são especificamente olhados para a configuração "ON".A bancada de trabalho é EM primeiro lugar, o controlador de temperatura gerencia a temperatura EM desenvolvimento, BEM Como o nível de temperatura pré-definido é 90C ‘80730; BEM Como 100C ‘Baa730;, respectivamente.O controlador é selado pelo calor, e também o nível de temperatura é pré-programado para 120C ‘Jill730; - 140 C’ Nota730; para trás e para a frente, e também a temperatura pré-programada do controlador de nível de temperatura de formação e selagem pelo calor é estabelecido de acordo com certas situações.
Retire o Bloco de pressão do Rolo de alimentação, a temperatura Da Placa de aquecimento formando permanece no lugar, e então ative o host.O PVC plástico é desenvolvido inicialmente.A pálpebra que CRIA conforma-se com a colocação do buraco do calor que Segura o Mofo e o mofo.Tenha EM Mente que o molde de segurança de calor e base de bolor USA o acordo para diminuir o molde de segurança de calor para pressionar a Folha de alumínio leve peso, Folha de alumínio Aluminum VAI conduzir Ao boxe.Observe se o plástico (descrito a área de superfície de PVC do tabuleiro de equipamento) Mudou para a esquerda e para a direita.Se houver um desvio, reajusta a base do Rolo inicial para mudar a direção inicial.
Se a Folha de alumínio leve de Peso leve se dispersa para Frente e para trás, o manípulo flexível Da Roda de rolos Pode ser trocado para baixo.Se a discrepância frontal e posterior Pode ser reajustada, o armário Pode se realocar.
Após a selagem e perfuração de calor é regular, abrir o obturador de alimentação corretamente, para garantir que OS Medicamentos (comprimidos, comprimidos, cobertura de a çúcar) Entrar Na Sala de alimentação EM UMA quantidade adequada.Se há UMA porcentagem de Falta de bits, ele Pode ser carregado à mão.As precauções iniciais Ao repor OS bits: Rolo de pressão de rolamento Mãos EM movimento e também ganchos quebrar a Folha de alumínio leve peso.Além disso, a pálpebra EM Desenvolvimento alcança o Lado do Rolo de estresse, e há UMA Falta de grão.Não o force a encher.A colocação do buraco não está habilitada.Quando o medicamento é gerado, a sincronização é Muito Mais seriamente influenciada.Rapidamente Quando a Folha de alumínio é selada no molde pegajoso e mofo, ELA TEM que ser processada por um fabricante conjunto.
Como Resultado do aumento do Peso Das drogas, a força de puxar Folha de alumínio leve e também a mudança progressiva Da temperatura do equipamento diferem, e também a moldagem, BEM Como a segurança de calor Pode correr para fora sincronia, liderança ou atraso.Em primeiro lugar, verificar se o PVC plástico e a Folha de alumínio são sombreados e, EM seguida, utilizar o mecanismo de regulação fina a Bordo para reajustar.O sistema de modificação fina reajusta o molde e o Mofo para frente, BEM Como para trás, por causa Da distância de Ajuste Ou Da Frente e também atrás Da caixa.Por conseguinte, deve ser colocada NUMA posição Neutra antes de começar a progredir e também Ao contrário.Pode ser reajustado adicionalmente PELA atividade Da caixa Da frente.Após um movimento apropriado, a área deve ser logo após esperar por Mais de Dez variações, por is so não fazê-lo quando não está terminado.Ajustes aleatórios.
O calor que assegura a Alta qualidade Da Folha de alumínio de plástico (aderência consistente, supplenitude, BEM Como monotonia) é mostrado PELA temperatura ou pressão, e também a flatulência Da Placa impressa.Se houver um selo de calor inadequado, a temperatura é geralmente adequada, tipicamente o nível de temperatura é um pouco reduzido, e também a temperatura é ajustada, o estresse de parafuso Mais ajustado.
Desvio do boxe, balanceado com o padrão de redução, sair e também mover o Corpo Da caixa de Ajuste manual, e também o molde Pode ser reajustado e também movido.
No conhecimento do procedimento diário, você Precisa reconhecer o princípio-quadro do equipamento para o procedimento.O Rolo do mastro de Macaco é conduzido PELA câmera web, o traço para CIMA e para baixo, a configuração do modelo de cobertura superior é tratada, BEM Como o blister está EM um estado pobre.Tome nota do menor Desenvolvimento morrer Ou calor se assegurando.No Centro Morto de cima, aperte a porca Da coluna.Se você não se concentrar, é Muito fácil de quebrar, e também a agulha de Rolo do Macaco está preso.













